商機詳情 -
銷售上海金山奉賢供鋁型材拉彎加工聯系人
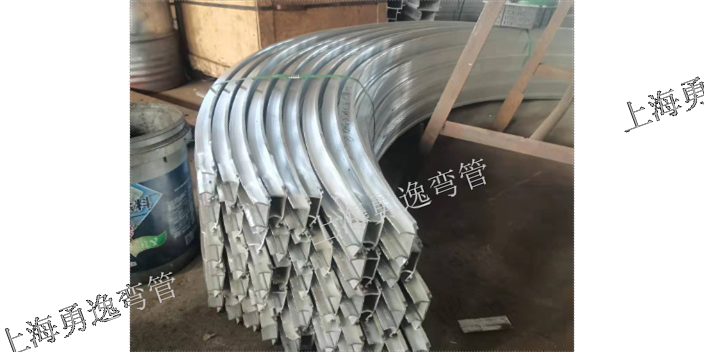
模鍛全稱為模型鍛造,將加熱后的坯料放置在固定于模鍛設備上的鍛模內鍛造成形的。模鍛的基本工序模鍛工藝過程:下料、加熱、預鍛、終鍛、沖連皮、切邊、調質、噴丸。常用工藝有鐓粗、拔長,折彎、沖孔、成型。常用模鍛設備常用模鍛設備有模鍛錘、熱模鍛壓力機、平鍛機和摩擦壓力機等。通俗地講,鍛造法蘭質量更好,一般是通過模鍛生產,晶體組織細密,強度高,當然價格也貴一些。無論是鑄造法蘭還是鍛造法蘭都屬于法蘭常用制造方法,看需要使用的部件的強度要求,如果要求不高,還可以選用車削制法蘭。三、割制法蘭在中板上直接切割出法蘭的留有加工量的內外徑及厚度的圓盤,再進行螺栓孔及水線的加工。這樣生產出來的法蘭就叫做割制法蘭,此類法蘭大直徑以中板的幅寬為限。四、卷制法蘭用中板割條子然后卷制成圓的工藝叫做卷制,多用于一些大型法蘭的生產。卷制成功之后進行焊接,然后壓平,再進行水線及螺栓孔的工藝的加工。各種產品供應商,目前可加工型材截面Φ3mm-Φ1500mm。銷售上海金山奉賢供鋁型材拉彎加工聯系人
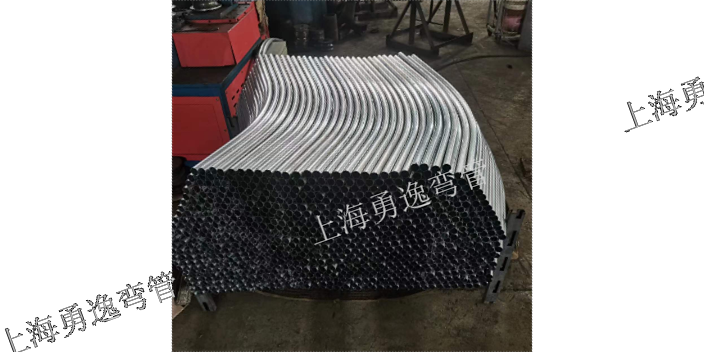
327彎管的設計過程是在鋼管待彎部分套上感應圈,用機械轉臂卡住管頭,在感應圈中通入中頻電流加熱鋼管,當鋼管溫度升高到塑性狀態時,在鋼管后端用機械推力推進,進行彎制,彎制出的鋼管部分迅速用冷卻劑冷卻,邊加熱、邊推進、邊彎制、邊冷卻,不斷將彎頭彎制出來。彎管的使用在目前的生產過程中已經取得了巨大的成效,它不僅為管件的使用提供了良好的物質準備,而且在節約生產成本上發揮著不可取代的作用。一旦需要更換夾具時,程序會觸發機器人系統,自動完成相關的操作。其次,法蘭墊片已被密封環所代替,以確保密封面對密封面的匹配。彎管不僅具備良好的抗壓能力,在不同的管道系統中還需要具備其他的優良特性。隨著社會的不斷發展,彎管在我們生活中應用的越來越***了,在化工、電力、能源等等工程都有使用。因此碳鋼彎管只能做小口徑的,如果管子規格太大,很難買到成品碳鋼彎管,只能使用焊接彎頭。不銹鋼彎頭***、不積垢,能杜絕管路的二次污染;耐各種酸堿鹽溶液;與其他管材相比,浸析到水中的重金屬量極少,浸析到純凈水中金屬量少;產品能**回收。工業上海金山奉賢供鋁型材拉彎加工圖片加工彎曲各種規格圓管、方管、扁管、橢圓管.

基本上都是根據管道的材料、壓力、受力方向等因素進行確定,而且它的加熱溫度范圍基本上都會根據管道的材質確定,只要不超過或者低于一定的范圍,基本上管道的彎制工作比較理想。彎管的環剛度實際上是指抗外部壓力指標。壓力管道的承受的負載有內部壓力和外部的壓力。通常內部壓力產生的應力是造成管材破壞的主要因素,破壞的形式是管壁內的拉應力造成的變形過大和破裂。設計時一般先按承受內壓負載進行設計計算,選擇材料和結構數據,如壁厚,再考慮外壓負載進行設計驗算,必要時修改結構數據。彎管的環剛度實際上不是一直不變的,同樣壓力的管道。
彎管的環剛度實際上是指抗外部壓力指標。壓力管道的承受的負載有內部壓力和外部的壓力。通常內部壓力產生的應力是造成管材破壞的主要因素,破壞的形式是管壁內的拉應力造成的變形過大和破裂。設計時一般先按承受內壓負載進行設計計算,選擇材料和結構數據,如壁厚,再考慮外壓負載進行設計驗算,必要時修改結構數據。彎管的環剛度實際上不是一直不變的,同樣壓力的管道,但是并不是說環剛度一樣,彎管口徑越大,環剛度會相應減弱,還有種情況,氣溫的變化也是有影響的,天氣溫度下降,管材的硬度也增強,那么自然環剛度也變大。上海奉賢彎管廠哪家加工質量好。
標準號中文標題GB150-1998《鋼制壓力容器》JB/T4745-2002《鈦制焊接容器》JB/T4756-2004《鎳及鎳合金制壓力容器》GB150-1998《鋼制壓力容器》規格:50-10000升直徑:Φ500-Φ2600mmGB151-1999《管殼式換熱器》JB/T4745-2002《鈦制焊接容器》JB/T4756-2004《鎳及鎳合金制壓力容器》鈦在高溫下易于與空氣中的O、H、N等元素及包埋料中的Si、Al、Mg等元素發生反應,在鑄件表面形成表面污染層,使其優良的理化性能變差,硬度增加、塑性、彈性降低,脆性增加。鈦的密度小,故鈦液流動時慣性小,熔鈦流動性差致使鑄流率低。鑄造溫度與鑄型溫差(300℃)較大,冷卻快,鑄造在保護性氣氛中進行,鈦鑄件表面和內部難免有氣孔等缺點出現,對鑄件的質量影響很大。因此,鈦鑄件的表面處理與其它牙用合金相比顯得更為重要,由于鈦的獨特的理化性能,如導熱系數小、表面硬度、及彈性模量低,粘性大,電導率低、易氧化等,這對鈦的表面處理帶來了很大的難度,采用常規的表面處理方法很難達到理想的效果。必須采用特殊的加工方法和操作手段。鑄件的后期表面處理不僅是為了得到平滑光亮的表面,減少食物及菌斑等的積聚和粘附,維持患者的正常的口腔微生態的平衡,同時也增加了義齒的美感。不銹鋼沖壓彎頭焊后硬化性較大,隨便發生裂紋。江蘇通用上海金山奉賢供鋁型材拉彎加工
上海金山彎管廠哪家加工質量好。銷售上海金山奉賢供鋁型材拉彎加工聯系人
適用于多種零件和工藝。通用電鍍掛具的形式和結構,應根據鍍件的幾何形狀、鍍層的技術要求、工藝方法和設備的大小來決定。比如,片狀鍍件在上下道工序之間會隨鍍液的阻力而漂落,在選用掛具時要將鍍件夾緊或用銅絲扎緊。若鍍件較重而有孔時,可選用鉤狀的掛具。使用要求如下:(1)手工操作使用的掛具。裝載重量一般為1~3kg。(2)吊鉤應有足夠的導電面積,其型式應使導電良好。掛具吊鉤應經常清洗。(3)使用時,應注意輕裝輕放,盡量不要損壞絕緣層。否則會造成掛具與工件搶電,致使工件出現局部鍍不上或粗糙等現象,影響鍍層質量。(4)掛具使用后,要清洗干凈,集中妥善存放備用。(5)使用一段時間后的掛具,要及時處理,退除掛具上的鍍層,以保證導電良好。掛具絕緣層出現裂紋,要及時修復或重新絕緣處理。銷售上海金山奉賢供鋁型材拉彎加工聯系人