商機(jī)詳情 -
青島附近紫外激光切膜打孔機(jī)薄膜劃線
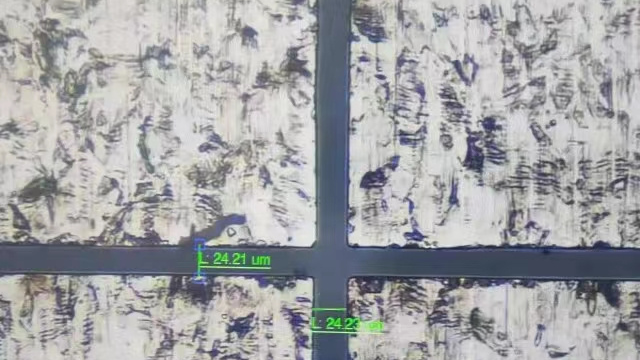
紫外激光切割薄膜的精度表現(xiàn)紫外激光在切割薄膜方面具有較高的精度。以紫外納米秒激光切割聚氯乙烯(PVC)薄膜為例,當(dāng)加工參數(shù)組合為0.2W-20mm/s-5(激光功率、激光切割速度、重復(fù)切割次數(shù))時(shí),可獲得較窄的切割縫寬度(55.1±4.6μm)和較小的熱影響區(qū)面積(25.5±2.4μm),且無明顯錐度9。對(duì)于聚碳酸酯(PC)薄膜,采用紫外納米秒激光進(jìn)行圖案化精密切割時(shí),當(dāng)參數(shù)組合為0.1W-40mm/s-15(激光功率-切割速度-切割次數(shù)),可獲得較小的切割縫寬度(40.7±1.2μm)和熱影響區(qū)寬度(26.8±0.8μm),同樣無明顯縫錐度14。皮秒激光切割機(jī) 紫外皮秒切割 FPC自動(dòng)雙工位覆蓋膜切割。青島附近紫外激光切膜打孔機(jī)薄膜劃線
激光切膜打孔機(jī)
紫外皮秒激光切割 PET 膜具有***的優(yōu)勢(shì)。首先,在黑邊方面,紫外激光切割 PET 有肉眼不可見的黑邊,若不追求很高切割速度,也可以做到無黑邊。如采用紫外皮秒激光切割機(jī)加工,能在速度與效果上取得較好的平衡。邊緣平整度方面,紫外皮秒激光切割 PET 膜的邊緣非常平整。相對(duì)于傳統(tǒng)切割方式,不會(huì)出現(xiàn)毛刺雜邊等情況。這是因?yàn)樽贤馄っ爰す獾母邌喂庾幽芰渴共牧峡焖贇饣舭l(fā),熱作用微乎其微,加工精度高。例如,納飛光電研發(fā)設(shè)計(jì)的 355nm 紫外納秒激光器切割 PET 膜時(shí),光束質(zhì)量高(M2<1.2),聚焦的光斑直徑可以達(dá)到微米量級(jí),容易獲得更高的峰值功率,從而實(shí)現(xiàn)更窄的切縫,切斷面不會(huì)產(chǎn)生褶皺卷邊。昆山CO2激光切膜打孔機(jī)薄金屬激光打孔激光打孔借助激光能量在材料上打出小孔。
CO?激光主要適用于對(duì)較厚的膜材料進(jìn)行切割和開槽加工。它的功率較大,能夠快速切割厚膜材料,提高生產(chǎn)效率。在石墨烯膜的加工中,CO?激光可以實(shí)現(xiàn)大面積的快速切割,為石墨烯的大規(guī)模應(yīng)用提供了可能。對(duì)于 PET 膜和 PI 膜,CO?激光也能進(jìn)行有效的切割和打孔,滿足不同行業(yè)的需求。同時(shí),CO?激光設(shè)備成本相對(duì)較低,維護(hù)方便,是一種經(jīng)濟(jì)實(shí)用的切膜加工技術(shù)。紫外激光,CO2激光,皮秒激光切膜,石墨烯膜,PET膜,PI膜激光切割,打孔,狹縫開槽加工,
高精度微納加工領(lǐng)域激光切割技術(shù)憑借其高精度、高可控性的特點(diǎn),在未來的微納加工領(lǐng)域有著廣闊的應(yīng)用前景。例如在電子器件制造中,隨著電子產(chǎn)品不斷向小型化、集成化發(fā)展,對(duì)微納尺度的加工精度要求越來越高。激光切割可以實(shí)現(xiàn)對(duì)半導(dǎo)體材料、導(dǎo)電薄膜等的高精度切割,制作出納米級(jí)的電路線條和微小的電子元件26。通過精確控制激光參數(shù),可以將熱影響區(qū)控制在極小范圍內(nèi),避免對(duì)周圍材料造成損傷,從而提高電子器件的性能和可靠性。在生物醫(yī)學(xué)領(lǐng)域,激光切割技術(shù)可用于制造微型醫(yī)療器械和生物傳感器。例如,可以在納米尺度上切割生物相容性材料,制作出微型植入物、藥物輸送系統(tǒng)等。這些微型器械可以更精確地作用于人體組織,減少手術(shù)創(chuàng)傷和副作用29。同時(shí),激光切割還可以用于制造生物傳感器的微結(jié)構(gòu),提高傳感器的靈敏度和檢測(cè)精度。皮秒激光的超短脈沖利于高精度激光打孔。
CO2 激光對(duì)于薄膜的切割速度快,適用于大規(guī)模生產(chǎn)。在超薄金屬加工中,皮秒飛秒激光的超短脈沖寬度,能減少熱影響區(qū),提高加工質(zhì)量。激光技術(shù)在薄膜和超薄金屬加工中的應(yīng)用不斷拓展。紫外納秒激光可對(duì)特殊材料的薄膜進(jìn)行高精度切割,而 MOPA 激光能為超薄金屬打造獨(dú)特的微孔結(jié)構(gòu)。薄膜的激光切膜技術(shù),結(jié)合不同的激光類型,如皮秒飛秒激光和 CO2 激光,可以滿足不同行業(yè)的需求。超薄金屬的激光打孔則為精密儀器制造提供了關(guān)鍵技術(shù)支持。紫外納秒激光在薄膜切割中具有高精度和高穩(wěn)定性。對(duì)于超薄金屬,CO2 激光和 MOPA 激光的組合使用,能夠?qū)崿F(xiàn)從粗加工到精加工的全過程。光纖激光在激光打孔領(lǐng)域有一定優(yōu)勢(shì)。德州附近紫外激光切膜打孔機(jī)PET膜切割打孔
金手指絕緣膜激光切割茶色高溫薄膜狹縫切割隔熱膜打孔個(gè)性加工。青島附近紫外激光切膜打孔機(jī)薄膜劃線
飛秒激光在切割薄膜時(shí)也能體現(xiàn)出較高的精度。例如,在加工碳納米管薄膜微孔時(shí),分析了激光參數(shù)對(duì)材料加工結(jié)果的影響規(guī)律。結(jié)果表明,波長(zhǎng)為515nm的飛秒激光更適合用于碳納米管薄膜的切割,在推薦的工藝參數(shù)下可獲得良好的切割質(zhì)量3。在對(duì)Tedlar復(fù)合材料-鋁薄膜(厚度為2μm)進(jìn)行表面飛秒激光刻蝕時(shí),當(dāng)激光輸出功率為4.0W、光斑直徑為40μm和掃描速率為500mm/s的工藝條件下,鋁膜圖形激光刻蝕后尺寸精度及相對(duì)位置精度均優(yōu)于10μm,滿足技術(shù)要求。并且研究發(fā)現(xiàn),單位時(shí)間內(nèi)極多數(shù)量飛秒激光脈沖的積累作用,使得鋁膜表面的作用區(qū)域溫度在極短時(shí)間內(nèi)快速升高并超過鋁的熔點(diǎn)和氣化溫度,表面鋁膜**終被刻蝕去除。但當(dāng)激光功率增大到5.5W時(shí),界面處溫度達(dá)到了513.19K,超過了基底Tedlar材料的最高使用溫度,并在基底材料表面燒蝕產(chǎn)生點(diǎn)坑;當(dāng)掃描速度從350mm/s增大至600mm/s時(shí),出現(xiàn)的間斷點(diǎn)尺寸從1.2μm增大到2.7μm,造成激光刻蝕加工尺寸誤差高于10μm11。青島附近紫外激光切膜打孔機(jī)薄膜劃線
擴(kuò)展資料
激光切膜打孔機(jī)熱門關(guān)鍵詞
激光切膜打孔機(jī)企業(yè)商機(jī)
- . 南京紫外激光切膜打孔機(jī)超薄金屬激光打孔
- . 溧陽國(guó)產(chǎn)紫外激光切膜打孔機(jī)薄金屬激光打孔
- . 嘉興國(guó)產(chǎn)紫外激光切膜打孔機(jī)PI膜開槽 狹縫
- . 江蘇綠光激光切膜打孔機(jī)超薄金屬激光打孔
- . 蘇州附近紫外激光切膜打孔機(jī)玻璃藍(lán)寶石激光打孔
- . 姑蘇區(qū)國(guó)內(nèi)紫外激光切膜打孔機(jī)薄膜切割
- . 九江國(guó)內(nèi)紫外激光切膜打孔機(jī)薄金屬激光開槽
- . 山東紫外皮秒激光切膜打孔機(jī)薄膜劃線
- . 溧陽紅外皮秒激光切膜打孔機(jī)薄膜切割
- . 工業(yè)園區(qū)紫外皮秒激光切膜打孔機(jī)硅片激光打孔