商機詳情 -
PP壓花鋁箔墊片廠家
如果有連續的、較大的氣泡冒出,則表明密封存在問題。·壓力下降值:使用壓力傳感器監測容器內壓力變化時,一般會規定一個特定的時間周期(如1小時)內允許的壓力下降范圍。例如,對于一些普通包裝產品,在正壓測試中,若容器內壓力在1小時內下降不超過初始壓力的5%-10%,可認為密封性能符合要求;而對于一些對密封性要求較高的產品,如藥品、精密電子元件包裝等,壓力下降可能要求不超過初始壓力的1%-3%。負壓測試·容器變形程度:在抽成負壓狀態后,容器若 有輕微的、均勻的變形,且在恢復常壓后能基本恢復原狀,一般可認為密封性能較好。 鋁箔墊片的熱封溫度通常設定在160℃~200℃之間。PP壓花鋁箔墊片廠家

改進生產工藝:·嚴格控制復合工藝參數,確保膠水涂抹均勻,復合壓力和溫度穩定,使鋁箔與其他材料能夠均勻、牢固地結合,減少內應力的產生。·對成型工藝進行優化,如調整沖壓模具的精度和壓力,確保墊片在成型過程中形狀規整,避免因模具問題導致的墊片變形。·在生產過程中增加應力釋放環節,例如在復合后對墊片進行適當的熱處理或放置一段時間,讓內應力得到充分釋放,以穩定墊片的形狀。·控制環境條件:將鋁箔封口墊片儲存在溫度和濕度相對穩定的環境中,避免將其暴露在高溫、高濕或溫度變化劇烈的環境中。 PP壓花鋁箔墊片廠家鋁箔墊片的創新方向包括智能標簽集成和可降解材料應用。
·選擇厚度均勻性≤±3%的墊片(如0.2mm鋁箔+0.15mmPE熱封層組合),邊緣增加0.5mm圓弧過渡設計;·針對含氣產品,采用耐壓型墊片(如增加EVA發泡緩沖層,抗張強度提升至0.8MPa)。7、鋁箔封口墊片的鋁箔層氧化或腐蝕表現:封口處鋁箔出現黑斑、粉化,或內容物接觸鋁箔后變質。· 原因:00001.高溫損傷:熱封溫度超過鋁箔耐受極限(>250℃),導致表面氧化膜破壞;00001.化學兼容性差:內容物含酸性(pH<4)或堿性(pH>9)成分,未使用防腐涂層(如PET隔離層);00001.密封邊界缺陷:鋁箔邊緣未被熱封層完全覆蓋(裸露寬度>0.3mm),直接接觸空氣或內容物。·
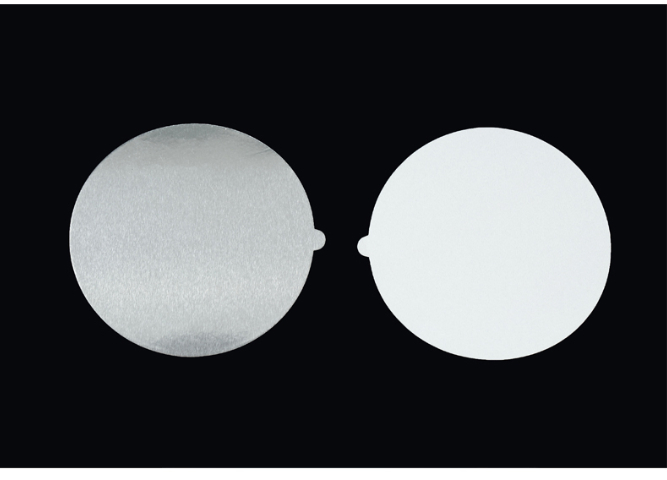
例如,航空航天、醫療器械等行業對鋁箔封口墊片密封性能的要求會非常高,而一些普通消費品行業的要求可能相對寬松一些。在實際應用中,應根據具體的產品特性、使用環境和相關標準來確定準確的判斷標準。鋁箔封口墊片的具體標準參數會因應用領域、產品要求的不同而有所差異,以下是一些常見的參數及相關說明:外觀·表面質量:墊片表面應平整、光滑,無明顯的劃痕、氣泡、裂紋、褶皺、缺膠、溢膠等缺陷。·顏色:鋁箔層顏色應均勻一致,無明顯色差。 部分鋁箔墊片添加PE或PP涂層以適配不同容器材質。
鋁箔封口墊片封口處易破裂(爆口)表現:開啟時封口邊緣撕裂,或內容物儲存過程中封口邊緣開裂、腐蝕、滲漏。· 原因:00001.熱封過度:溫度過高(>150℃)或壓力過大(>0.6MPa)導致熱封層碳化,邊緣韌性下降;00001.墊片厚度不均:鋁箔層或熱封層厚度公差超過±5%,薄弱處易應力集中;00001.內容物特性影響:含氣飲料(如碳酸飲料)儲存時內壓升高(>0.3MPa),超過封口抗張強度(標準≥0.5MPa)。·解決措施:·優化熱封曲線,采用“升溫-恒壓-緩冷”三段式工藝(如135℃×0.8秒→0.4MPa→自然冷卻3秒); 鋁箔墊片在高溫滅菌(121℃)后需保持密封性。河北PP鋁箔墊片生產廠家
鋁箔墊片需通過跌落測試和高低溫循環測試驗證密封性。PP壓花鋁箔墊片廠家
④印刷和設計-**印刷質量**:確保印刷清晰,油墨安全,符合相關行業標準。-**防偽設計**:如果需要防偽功能,可以選擇帶有防偽標志的鋁箔墊片。⑤供應商資質-**資質和信譽**:選擇有資質、信譽好的供應商,確保產品質量穩定。-**售后服務**:選擇能夠提供良好售后服務的供應商,包括技術支持和產品咨詢。⑥其他注意事項-**封口設備適配性**:確保鋁箔封口墊片與所使用的封口設備(如電磁感應封口機)兼容。-**清潔和保存**:粘封層要保持干凈,不被污染,以確保封口效果。 PP壓花鋁箔墊片廠家