商機詳情 -
福建等離子涂層加工方案
耐磨陶瓷涂層是現代工業防磨防腐蝕工程的新型材料,替代了傳統的原始材料,能很好更高速的起到防磨防腐蝕作用。陶瓷涂層又稱耐磨防腐涂層由高性能耐磨顆粒(剛玉、碳化硅、金剛砂等)與改性增韌耐磨樹脂進行復合得到的高性能耐磨聚合材料,主要作用于金屬表面腐蝕修補、易磨損易腐蝕部位防護與修補。防腐涂層的性能優異,物理狀態成膏狀,施工操作方便,立面不流淌,一般調和好的涂層操作時限在25分鐘內完成施工操作,施工完成后24小時可投入使用,為企業省時省力。耐磨涂層的加工方法有哪些?福建等離子涂層加工方案
對很多熱噴涂耐磨涂層來說,封孔是一項必要的后處理過程。當涂層面臨腐蝕及氧化(有時處于高溫)環境時,封孔是涂層設計必需要考慮的一項內容。任何一種熱噴涂方法都是一種有孔結構。總體而言,涂層孔隙度范圍相當大。在實際應用中,有孔結構有時是有利的。涂層孔隙有助于貯油,促進潤滑,減少磨損;在某些特殊應用中,利用熱噴涂制取多孔材料,用于熱交換裝置或其它元件。然而,在更多的情況下,涂層的孔隙是不希望的。當涂層暴露于大氣、蒸汽、工業氣氛、化學活性物質、腐蝕氣體及高溫環境中,孔隙引入腐蝕元素,使涂層與基體發生化學或電化學侵蝕,導致涂層失效,在這種情況下,必須對涂層進行封孔。福建等離子涂層加工方案納米陶瓷涂層是一種經過化學反應而形成的耐高溫的陶瓷涂層材料。
哪些因素影響氮化鈦涂層性能?化學成分:TiN涂層中N原子的相對含量對其性能有重要的影響,一般其硬度隨x值的增大而增加,韌性隨x值的增大而降低。當x<0.56時,其硬度隨x值增大而增大;當x>0.56時,硬度則隨x值增大而減小;彈性模量在x=0.6時約為610GPa,在x=1時約為540GPa,整體呈下降趨勢。在低荷載(10N)時,各組分涂層顯示出極好的摩擦學特性,摩擦系數和磨損量均很低,且隨組分的變化不大;但隨著荷載進一步增大,摩擦系數和磨損量都相應增大,且增大的幅度與涂層組分密切相關,一般隨N含量的增加而減少。
耐磨涂層的性能主要體現在哪些方面?涂層摩擦系數可低至0.06一0.08,能有效降低部件之間的摩擦,同時對防止部件之間的咬合、降阻及磨損、卡死等功效都是非常易見的。涂層可在金屬表面形成一層致密、牢固的潤滑膜回厚,隔斷了金屬基體與空氣的接觸,使其不易出現銹蝕現象,提高了材料的防銹性和使用壽命。與常規耐磨材料,涂層符合健康、環保、安全的要求,且具有更好的保護效果和更長的使用壽命,可減少維修、事故停產所答造成的損失,因此選擇該涂層成本不會很高,反而更經濟。在航天器表面涂敷溫控涂層可以平衡與空間的熱交換,維持艙內的正常溫度。

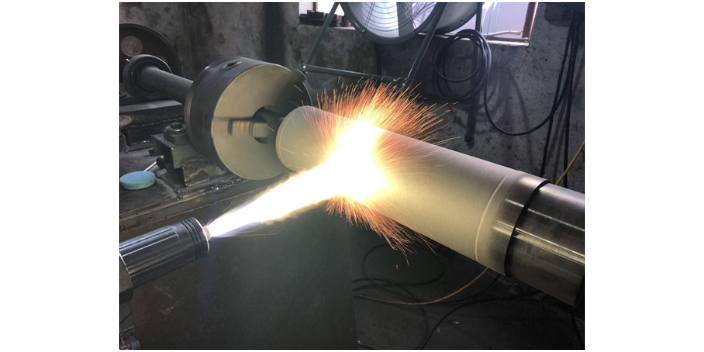
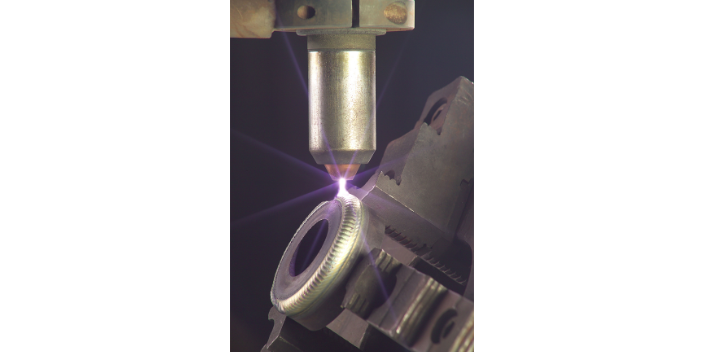
等離子涂層陶瓷修復船舶配件有哪些優勢?等離子涂層和火焰及電弧噴涂工藝相比,有其獨特的優勢:零件無變形,不改變基體金屬的熱處理性質。盡管等離子焰流溫度較高,但可將零件溫度控制在200°C以下,則零件不會發生變形,這對于薄壁件、細長桿件以及一些精密零件的修復是十分有利的。涂層的種類多。由于等離子焰流的溫度高(可高達16000K,約16000-273攝氏度),可以將各種噴涂材料加熱到熔融狀態,因而可供等離子噴涂用的材料非常普遍,從而也可以得到多種性能的噴涂層。工藝穩定,涂層質量高。在等離子噴涂中,熔融狀態的粒子飛行速度可達180?480m/s,遠比氧一乙快焰粉末噴涂時的粒子飛行速度45?120m/s高。等離子噴涂層與基體金屬的法相結合強度通常為40?70MPa,而氧一乙煥焰粉末噴涂一般為5?lOMPa,且工藝穩定,涂層致密,氣孔及夾雜少,與基體結合強度高,尤其適合陶瓷材料的噴涂。涂層孔隙有助于貯油,促進潤滑,減少磨損。福建等離子涂層加工方案
涂層可以提高刀具的耐磨性而不降低基體的韌性。福建等離子涂層加工方案
金屬表面耐磨涂層有哪些?納米陶瓷涂層:納米陶瓷涂層是一種經過化學反應而形成的耐高溫的陶瓷涂層材料。這種涂層在高溫的環境下是具有非常好的耐高溫隔熱效果的。二這種涂層對于腐蝕條件比較惡劣的環境下也是可以有效地進行防護作用的。這種納米涂層是可以加工制造成很多種工具還有涂料的,加工制成后的成品的智能是非常好的。碳化鎢合金涂層:碳化鎢合金涂層的磨損性能是不管哪一個層面,哪一種種類的磨損,都是在涂層里是較好的。并且隨著碳合物的增加,讓他的耐磨性能更加的完善。但是隨著其他方面的增加負荷,碳合物的耐磨性明顯的降低了,但是在加入其他的化學物品后變成了復合的涂層材料,性能比一開始更加疲勞耐磨損。福建等離子涂層加工方案